Pájení je jednou ze
základních operací v elektronice a jeho dobré zvládnutí je nezbytné pro
funkčnost zařízení.
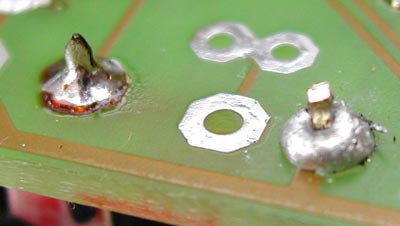
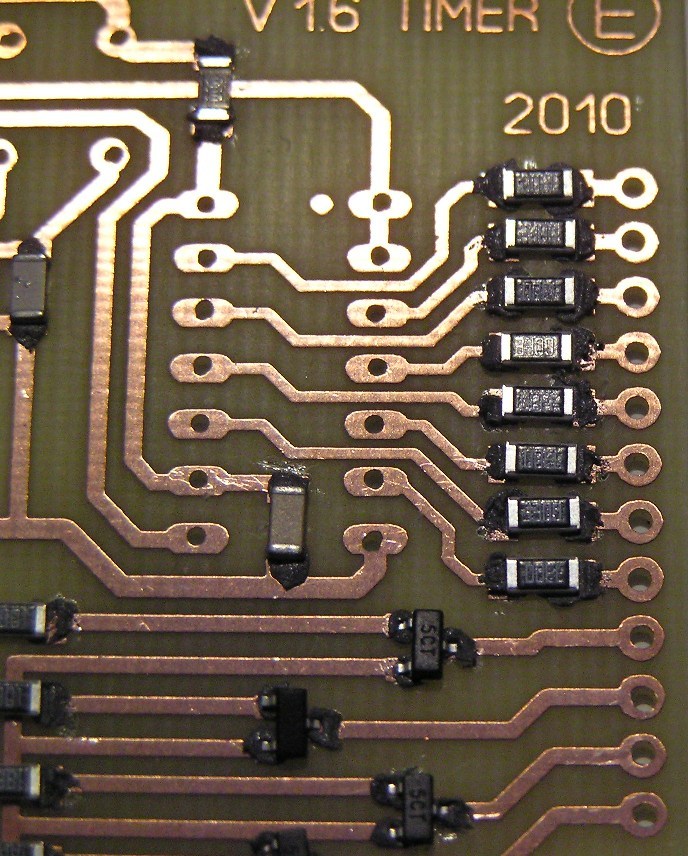
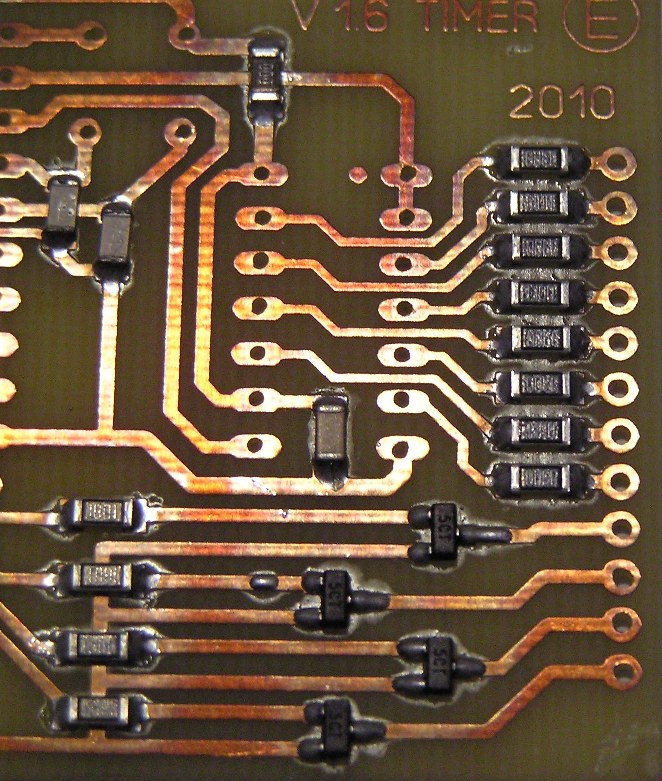
Jednou z častých chyb je
studený spoj
Spoj vlevo je zapájený
správně, spoj vpravo je takzvaný studený i když k tomuto typu dochází
častěji přehřátím pájeného místa s nedostatkem tavidla které slouží k
vyšší smáčivosti a snižuje oxidaci povrchu roztavené pájky.
Jak pájet SMD součástky a nejen je ukazuje
toto video:
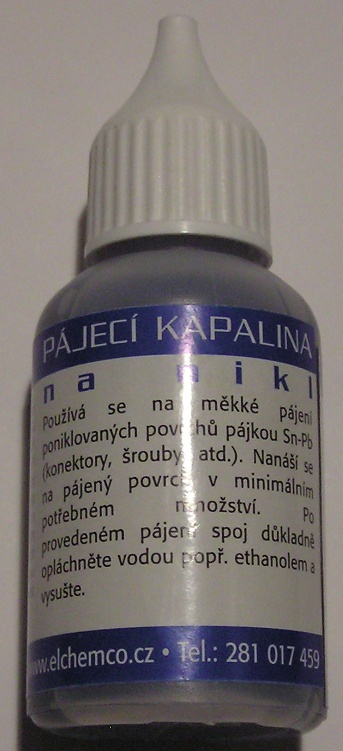
Správné tavidlo je potřeba i v případě
pájení jinak obtížně pájitelných povrchů například niklovaných což je v
současnosti velmi často u různých konektorů. Osvědčeným pro tuto oblast
mám pájecí kapalinu na nikl:
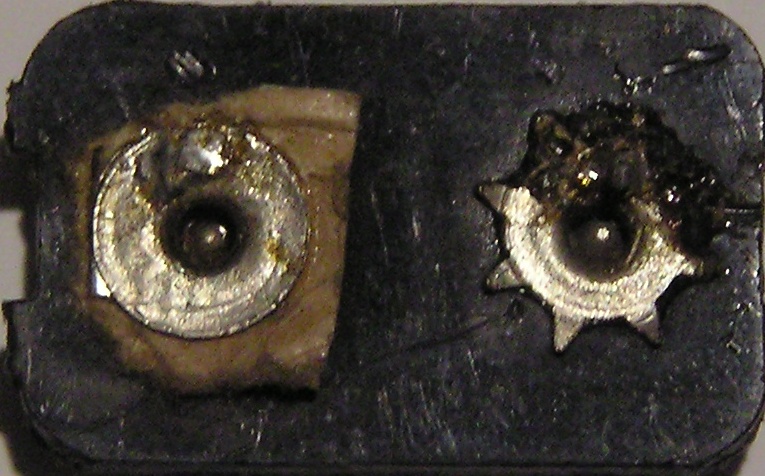
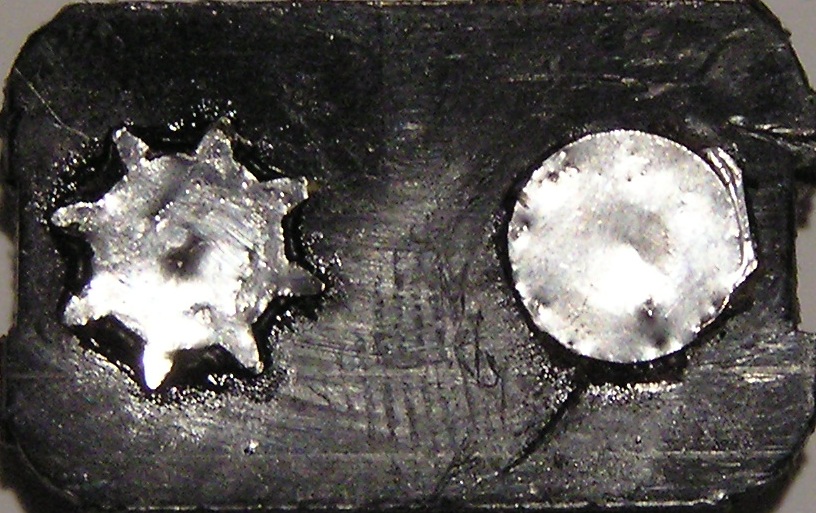
Ukázka jak to může vypadat bez použití této
pájecí kapaliny a s ní je tady:
Další potřebná pájecí kapalina je na nerez.
Z nerezu vyrábím hroty pro měřící a testovací zařízení, měřící elektrody
pro měření hladiny kapalin nebo různé osičky. Bez této pájecí kapaliny
je pájení nerezu který používám dost obtížné. Nerezové dráty v různých
průměrech se nechají koupit ve svářečských potřebách pro svařování
nerezu metodou TIG.
Do třetice pájecí kapalina na bázi klasické
kalafuny. Je to pomocník při pájení hlavně použitých součástek kdy je na
nožičkách zbytek starého cínu který je zoxidovaný. Při použití této
kapaliny je smáčivost pájeného spoje velmi dobrá a spotřeba trubičkového
cínu není tak velká na jedno pájené místo.
Použití pistolové pájky nebo také jinak
řečené "trafopájky" je dnes v elektronice jednoznačně na ústupu i když
se pořád ještě najdou místa kde je její použití nezastupitelné.
Příkladem mohou být pájené spoje vodičů v "terénu" kde se s výhodou
využije tepelný výkon pájky (používám 100W pistolovou pájku) a také v tu
chvíli výhoda nahřáté smyčky jenom když je potřeba. Velmi důležité pro
spolehlivou funkci trafopájky je použití tzv. věčného hrotu. Jedná se o
drát s malým odporem a jeho důležitou vlastností je, že se nerozpouští v
cínu a tak se smyčka neztenčuje a nepřepaluje. Osobně používám pro
příležitostné práce trafopájku 100W s touto smyčkou více jak 10 let bez
výměny smyčky.
Moderním způsobem pájení a to především
součástek SMD je použití pájecí pasty pro SMD součástky a její přetavení. V amatérských
podmínkách lze tuto technologii celkem
snadno
zvládnout. Stačí k tomu pájecí pasta pro SMD součástky, injekční stříkačka s jehlou
která se zkrátí na potřebnou délku a stará žehlička na přetavení. Na
prvním obrázku je vidět naaplikovaná pájecí pasta pomocí stříkačky se
zkrácenou jehlou. Součástky se po přetavení samy díky kapilárním silám
srovnají. Aby to fungovalo, je důležitý správný návrh obrazce plošného
spoje.
Po osazení
součástek do pájecí pasty se celá deska opatrně položí na rozehřátou
žehličku. Používám teplotu na bavlnu. Jakmile začne být pasta lesklá,
což znamená, že se začaly tavit kuličky slitiny cínu a stříbra obsažené
v pájecí pastě, sundám desku pinzetou ze žehličky. Po vychladnutí vypadá
deska takto:
Pájecí pasta na SMD součástky má omezenou
trvanlivost. Dochází u ní především k odpařování rozpouštědel a pasta
tuhne. V amatérských podmínkách se nechá prošlá pájecí pasta lehce
naředit toulenem na potřebnou konzistenci. Dobré je používat pájecí
pasty značkových výrobců, jejichž produkty výrazně
zabraňují tzv. tombstoningu neboli stavění součástek. Čím menší
součástky se pájejí, tím důležitější je tato vlastnost.
Další možností pájení SMD součástek je
použití hrotové pájky v kombinaci s pájecí pastou pro SMD součástky.
Výsledek je na pohled kvalitnější než při použití trubičkového cínu. Při
této metodě pájení SMD součástek je potřeba dát pozor na dostatečné
prohřátí pájeného spoje především v místě kdy pod SMD součástkou vede
jiný spoj. Pokud totiž nedojde k dostatečnému prohřátí spoje, může
zbytek pájecí pasty která je vodivá zůstat neroztavený pod součástkou a
tvořit zkrat. I díky této praktické zkušenosti je vhodnější přetavování
pomocí žehličky. Navíc osazení celé desky a její jednorázové přetavení
je nesrovnatelně rychlejší než pájení součástky po součástce.
Další možností jak pájet
SMD součástky je použití horkého vzduchu. Je to další metoda pájení SMD
součástek pomocí pájecí pasty. Velmi vhodná je tato metoda při opravách
při výměně SMD součástky s více vývody. S velmi dobrými výsledky se tak nechá například vyměnit obvod v
pouzdře PLCC.
Jak
vypadá takové pájení pomocí horkého vzduchu je vidět na tomto videu:
Jak se
taková horkovzdušná pájecí stanice vyrábí v čínské manufaktuře je vidět
v tomto videu: